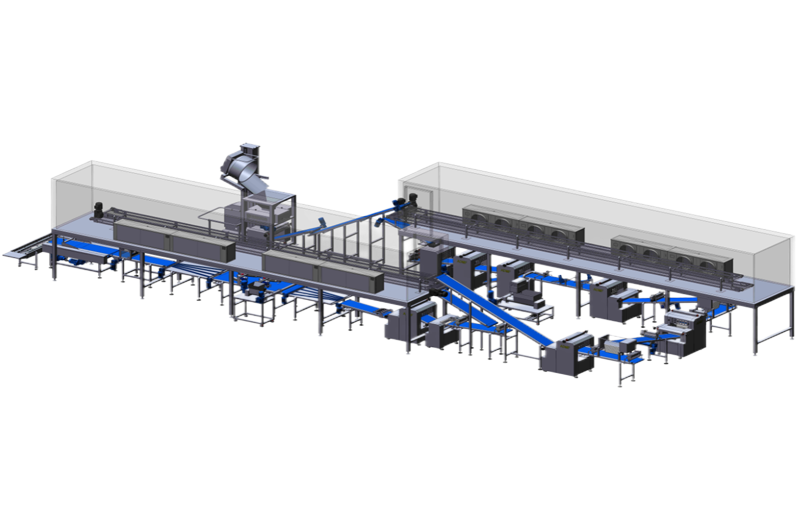
1 चरण-बाय -1 चरण स्पष्टीकरणः एडीएमएफ लाइन शेपिंग बॅगेट, रोल आणि क्रोसेंट पीठ
- एक्सट्र्यूजन स्टेज
-
- व्हिज्युअलः एडीएमएफ लाइनचा एक आयताकृती विभाग जिथे मोठ्या प्रमाणात पीठ समायोज्य मेटल प्लेट्स असलेल्या क्षैतिज एक्सट्रूडरमध्ये दिले जाते.
-
- लेबल: “एकसमान रुंदीसाठी एक्सट्रूजन”
-
- तपशीलः बॅगेट आकारासाठी एक सपाट, अगदी शीट (10 सेमी रुंद × 2 सेमी जाड) तयार करुन, स्लॉटेड ओपनिंगद्वारे कणिक ढकलण्यासाठी एक्सट्रूडर सौम्य दबाव लागू करतो. ओव्हर-कॉम्प्रेशन रोखण्यासाठी सेन्सर पीठ सुसंगततेचे परीक्षण करतात.
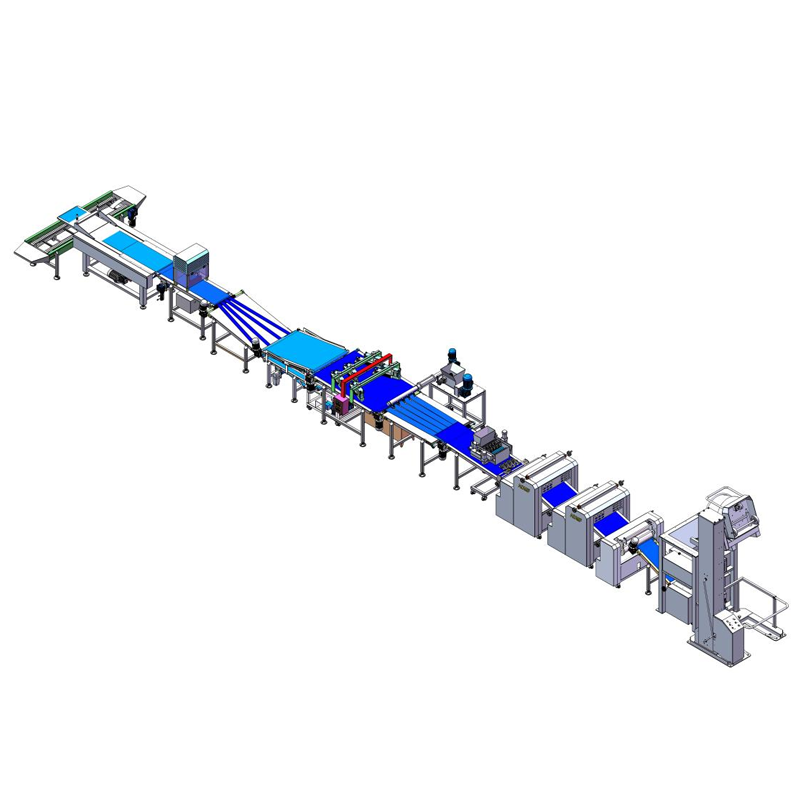
- रोलिंग आणि वाढीचा टप्पा
-
- व्हिज्युअलः कॅलिब्रेटेड रोलर्सचे तीन संच (लांबीमध्ये वाढणे) एक्सट्रुडेड पीठ पत्रक मार्गदर्शन करते.
-
- लेबल: “लांबी आणि तणावासाठी रोलिंग”
-
- तपशीलः पहिला रोलर पीठ 30 सेमी, दुसरा ते 50 सेमी आणि तिसरा ते 70 सेमी (मानक बॅगेट लांबी) पर्यंत पसरतो. प्रत्येक रोलर ग्लूटेन तणाव तयार करण्यासाठी वाढीव दबाव लागू करतो, हे सुनिश्चित करते की पीठ प्रूफिंग दरम्यान त्याचे आकार धारण करते.
- अंतिम आकार आणि सीलिंग
-
- व्हिज्युअलः एक वक्र कन्व्हेयर जेथे वाढवलेली कणिक पातळ धातूच्या ब्लेडच्या खाली जाते जी एका काठावर सूक्ष्म शिवण दाबते.
-
- लेबल: “स्ट्रक्चरल अखंडतेसाठी सीमिंग”
-
- तपशील: ब्लेड एक घट्ट सील तयार करते, कणिक वाढत असताना विभाजित होण्यापासून प्रतिबंधित करते. तयार बॅगेट गुळगुळीत, टॅपर्ड आकारासह रेषेतून बाहेर पडते.

- भागाचा टप्पा
-
- व्हिज्युअलः गोलाकार कटिंग हेड्ससह एक अनुलंब विभाजक कन्व्हेयरवर 50 ग्रॅम कणिक बॉल सोडत आहे.
-
- लेबल: “प्रेसिजन विभाग (± 1 जी अचूकता)”
-
- तपशीलः डिव्हिडर कटिंग वेग समायोजित करण्यासाठी वजन सेन्सर वापरतो, प्रत्येक भाग एकसारखेच आहे याची खात्री करुन. ही सुसंगतता नंतरच्या टप्प्यात असमान बेकिंग काढून टाकते.
- गोल स्टेज
-
- व्हिज्युअलः आवर्त खोबणी असलेले एक फिरणारे ड्रम जे कणिकच्या कडा आतून टेकते, गुळगुळीत गोलाकार बनवते.
-
- लेबल: “ग्लूटेन विकासासाठी गोल”
-
- तपशीलः सर्पिल मोशन कणिकच्या बाह्य थर हळूवारपणे ताणते, ग्लूटेन बॉन्ड्स मजबूत करते. हे अंतिम रोलमध्ये एकसमान पोत तयार करते.
- अंतिम आकार (पर्यायी)
-
- व्हिज्युअलः हॅमबर्गर बन आकारात काही फे s ्या सपाट करणे, तर इतर गोलाकार राहतात.
-
- लेबल: “अष्टपैलू मोल्डिंग (30+ कॉन्फिगरेशन)”
-
- तपशीलः द्रुत-बदलाचे मोल्ड बेकरीच्या मागणीनुसार रुपांतर करून रोल स्टाईल (उदा. क्लोव्हर, गाठ, चौरस) दरम्यान 2 मिनिटांत स्विच करण्यास परवानगी देतात.

- लॅमिनेशन प्रिझर्वेशन स्टेज
-
- व्हिज्युअलः कूलिंग बोगद्याद्वारे लो-फ्रिक्शन कन्व्हेयर मूव्हिंग लेयर्ड पीठ (बटर + पीठ).
-
- लेबल: “तापमान-नियंत्रित पोहोच (16 डिग्री सेल्सियस)”
-
- तपशील: बोगदा लोणी ठोस ठेवण्यासाठी थंड तापमान राखते, ज्यामुळे ते पिठात वितळण्यापासून प्रतिबंधित करते. हे फ्लॅकीनेससाठी गंभीर 72+ थर जतन करते.
- त्रिकोणी कटिंग स्टेज
-
- व्हिज्युअलः एक हायड्रॉलिक कटर कणिक शीटला समान त्रिकोणात कापत आहे (15 सेमी बेस × 20 सेमी उंची).
-
- लेबल: “अगदी रोलिंगसाठी प्रेसिजन कटिंग”
-
- तपशीलः कटर कणिकच्या धान्यासह संरेखित होते, हे सुनिश्चित करते की थर फाडू नका. एकसमान त्रिकोण सुसंगत क्रोसंट आकारांची हमी देतात.
- रोलिंग आणि कर्लिंग स्टेज
-
- व्हिज्युअलः एक यांत्रिक हात प्रत्येक त्रिकोणाला बेसपासून टिप पर्यंत फिरवितो, नंतर टोकांना चंद्रकोरात वाकवून.
-
- लेबल: “नियंत्रित तणाव रोलिंग”
-
- तपशीलः रोलिंग करताना थर वेगळे करण्यासाठी हात हलका दाब लागू करतो, नंतर कणिक कॉम्प्रेस न करता कर्ल करते. हे एअर पॉकेट्स जतन करते, जे बेकिंग दरम्यान फ्लॅकी थर तयार करण्यासाठी विस्तृत करते.

वेबसाइट: https://www.andrewmafugroup.com/
https://andrewmafugroup.en.alibaba.com/
YouTube: www.youtube.com/@andrewmafu
टिकटोक ●https://www.tiktok.com/@andrewmafumachinery
फेसबुक: https://www.facebook.com/profile.php?id=61560773026258&mibextid=jrokgi
इन्स्टाग्राम: https://www.instagram.com/andrewmafugroup/

एडीएमएफ द्वारा